


12 Aug Aluminium surface finishing: begin with the end in mind
Powder coating and anodising for architectural framing systems
The EDGE Architectural frames are as lovely as they are practical. The surface finishing process provides the final touch. We offer a complete range, from standards to warranty colours, from a range of capable partners.
EDGE ecosystem for surface finishing
- Ai Powder Coat – Ai’s exclusive powder coating line, a beautiful finish for EDGE Architectural framing systems
- AAF – world’s best surface finishing
- APA – capacity, quality, durability, flexibility
- Dulux – pioneer in the powder coatings industry
- Interpon – sustainability, warranties, global resources
The Ai Powder Coat line
Aluminium Industries started their line in 2009 in order to better support the EDGE Architectural Glazing Systems customers. We use the latest technology and follow strict procedures to deliver high quality, warranted finishes. The Ai Powder Coat process follows the quality control procedures required to apply warranted powder from Interpon and Dulux. The work of Ai’s award-winning Powder Coat line can be seen in many aesthetically adventurous and colourful projects across Australia.
Anodising
Aluminium extrusions are anodised to increase corrosion resistance and to allow colouring, improved lubrication or improved adhesion. Preceding the anodising process, extrusions are cleaned in either a hot soak cleaner or in a solvent bath and may be etched in sodium hydroxide, ammonium bifluoride or brightened in a mix of acids. Aluminium anodising is usually performed in an acid solution which slowly dissolves the aluminium oxide. The acid action is balanced with the oxidation rate to form a coating with nanopores, 10-150 nm in diameter. These pores allow the electrolyte solution and current to reach the aluminium substrate and continue to grow the coating to greater thicknesses, beyond what is produced by autopassivation. However, these same pores will later permit air or water to reach the substrate and initiate corrosion if not sealed. They are often filled with coloured dyes and/or corrosion inhibitors before sealing. Because the dye is only superficial, the underlying oxide may continue to provide corrosion protection even if minor wear and scratches may break through the dyed layer, making it crucial to have anodising completed by experts.
Powder coating
Powder coating helps aluminium extrusions to look better and last longer. The process also enjoys a reputation of being more environmentally friendly than some other processes as no solvents are needed and over spray can be recovered.
The powder coating process involves three basic steps:
- Part preparation or the pre-treatment – removal of oil, soil, lubrication greases, metal oxides, welding scales etc. is essential prior to the powder coating process.
- The powder application
- Curing
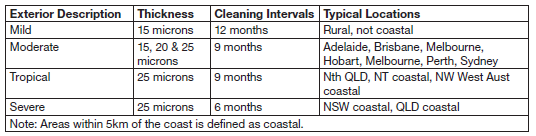
 Anodising for Exterior Use
Anodising for Exterior Use
The life of anodised aluminium in exterior applications depends not only on the anodic thickness but also on the frequency with which atmospheric deposits are removed. It is important to remove atmospheric deposits from the surface that are not exposed to rain. Additionally, surfaces should be thoroughly washed at regular intervals. For more detailed information, please refer AS1231.
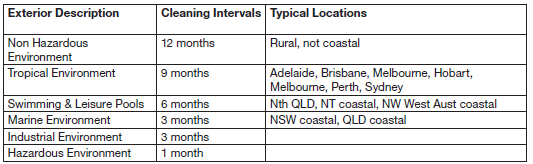
Powder Coatings for Exterior Use
The effects of ultra violet, pollution, dirt, grime and salt deposits can all accumulate over time. To extend the life of powder coatings and protect any warranty requirements that may exist, a simple regular maintenance program should be implemented for the removal of any residues.
Did you know?
Never powder coat over sealed anodised metal. It’s like painting glass and a matter of when it will flake off, not if. Anodising is a process in which the aluminium surface is “passivated”. The chemistry is sealed and prohibited from bonding with any organic coating, including powder coat. As a result of a lack of bonding, differential expansion and contraction takes place between the anodising and powder coating, causing delamination. Anodising is not designed as a “coatable” surface, which explains the reasons why there have been dramatic failures.
Trials overseas have shown good results using unsealed anodising at 5 microns, although these methods still fail to be recognised by International Standards. Whilst there have been local claims of success with anodising surfaces for powder coating, they are principally due to inadequate sealing of the anodising product to start with. Relying on such a process is extremely “risky” and in any case will certainly be inferior to chromate converted.